What Is QMSys Threads?
QMSys Threads (also known as QMSys Threads, Tools, Gauges and Calibration Management) is a professional thread engineering and gauge calibration software developed by Qualisyst Ltd. It is designed for engineers, metrologists, quality control managers, and machinists who need fast, accurate, and standards-compliant calculations for threaded products, cutting tools, and gauges — without manually consulting and interpolating from thick standards books.
The software covers the complete workflow of threaded product engineering and quality control:
- Calculating nominal and limit sizes of thread parameters for workpieces
- Determining tolerances for thread cutting tools (taps, dies)
- Computing gauge dimensions for working, setting, and checking gauges
- Measuring pitch diameter using the three-wire method
- Managing the calibration process of thread and plain gauges
All results are derived from official international and national standards — ISO, DIN, ANSI/ASME, BS, API — eliminating the time-consuming process of manually referencing multiple standards documents and reducing the risk of human error in calculations.
QMSys Threads is used in manufacturing plants, metrology laboratories, tool and gauge manufacturers, precision engineering workshops, and quality assurance departments across the mechanical engineering industry.
Who Uses QMSys Threads?
- Design engineers selecting appropriate thread standards and tolerances for mechanical assemblies
- Manufacturing engineers determining cutting tool geometries and tolerances for tap and die production
- Metrologists and calibration technicians performing gauge calibration per ISO and ANSI standards
- Quality control inspectors verifying threaded products against specification limits
- Gauge manufacturers designing working gauges, setting gauges, and master gauges
- Thread measurement laboratories performing three-wire pitch diameter measurements
- Tooling engineers specifying forming taps and cutting taps for threaded hole production
Supported Thread Standards
QMSys Threads covers a comprehensive range of thread types and standards — one of the broadest thread standard libraries available in any commercial thread engineering software:
Metric Threads
- Metric coarse and fine threads (M, MJ) — ISO 261, ISO 965, DIN 13
- Metric with large clearance — galvanized and hot-dip coated applications
- Metric miniature threads (M) — ISO/R 1501, DIN 14, ISO 1502, ANSI B1.16M
Unified Threads (Inch)
- UNC (Unified National Coarse)
- UNF (Unified National Fine)
- UNEF (Unified National Extra Fine)
- UN (Unified National)
- UNR (Unified National with rounded root)
- UNJC, UNJF, UNJEF, UNJ — controlled root radius (aerospace applications, MIL-S-8879)
- NC-5 (National Coarse 5)
- Unified miniature screw thread UNM — ANSI B1.10, ISO 1502, ANSI B1.16M
Whitworth Threads
- BSW (British Standard Whitworth)
- BSF (British Standard Fine)
- Whitworth Special (Whit.S., Whit.)
- B.A. Threads (British Association)
- B.S.C. Cycle Threads (British Standard Cycle)
Pipe Threads
- ISO Parallel Pipe Thread (G) — ISO 228
- ISO Taper Pipe Thread (R, Rp, Rc) — ISO 7/1
- ANSI Pipe Threads:
- NPT (National Pipe Taper)
- NPSC (National Pipe Straight Coupling)
- NPTR (National Pipe Taper Railing)
- NPSM (National Pipe Straight Mechanical)
- NPSL (National Pipe Straight Locknut)
- NPTF (National Pipe Taper Fuel)
- NPSF (National Pipe Straight Fuel)
- NPSI (National Pipe Straight Intermediate)
- PTF-SAE Short, F-PTF, ANPT
- NPSH (National Pipe Straight Hose)
- NH (National Hose, NFPA fire-hose coupling threads)
- Steel conduit threads (Pg) — DIN 40430
API Petroleum Industry Threads
- API Casing: LP, CSG, LCSG, BCSG, XCSG
- API Tubing: TBG, UP LTBG, IJ TBG
- API Line Pipe (LP)
- Essential for oil and gas industry equipment manufacturers
Trapezoidal Threads
- Tr (Metric Trapezoidal) — DIN 103, DIN 380
- ACME — ANSI B1.5:1997
- STUB ACME — ANSI B1.8
- Used in lead screws, power transmission, lifting equipment
Buttress Threads
- Metric Buttress 33°, 45°, 52° — ISO and DIN standards
- Inch Buttress (S) — BS and ANSI standards
- Metric Buttress (S) — DIN 513
Other Thread Types
- Knuckle threads (Rd) — DIN 405, DIN 20400, DIN 405-3 — for mining, lifting hooks, bottle caps
- STI Threads (Screw Thread Insert — wire insert threads for Heli-Coil type inserts)
- Non-standard and special threads — gauges per ISO 1502, ANSI/ASME B1.2, ANSI/ASME B1.16M, up to 1000 mm (40 in) diameter
Core Calculation Modules
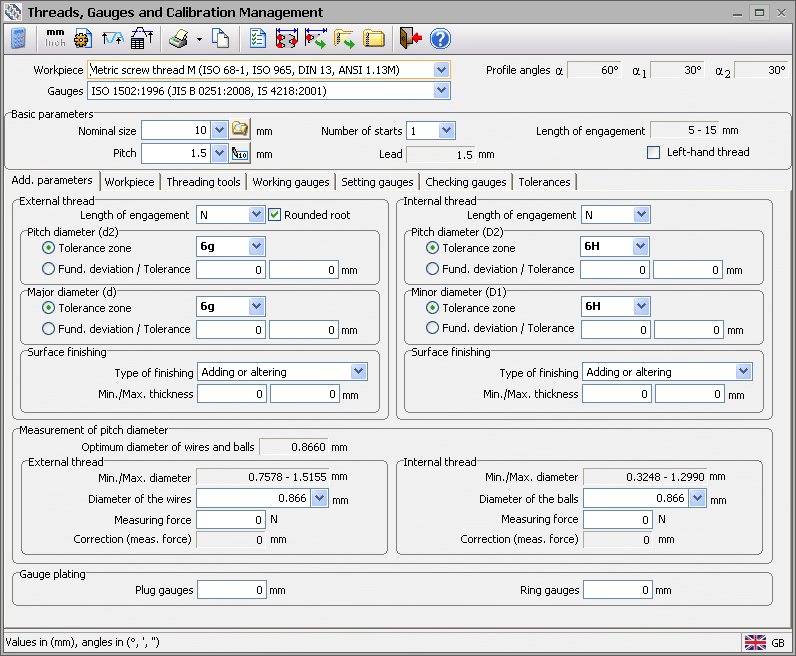
Thread Parameters for Workpieces
For any selected thread type and size, QMSys Threads calculates:
Basic profile dimensions:
- Major diameter (nominal, min, max)
- Pitch diameter (nominal, min, max)
- Minor diameter (nominal, min, max)
- Pitch and lead
- Thread angle and flank angle tolerances
- Crest flat width and root flat width
- Length of engagement (S/N/L categories)
Tolerance zone information:
- Tolerance grade (e.g., 6H, 6g for metric; 2A, 2B for unified)
- Fundamental deviation
- Tolerance value for each diameter
- Graphical representation of the tolerance zone profile (as per the relevant standard)
Mean sizes and bilateral symmetrical tolerances: QMSys can present results both in the conventional “limit size” format (min/max) and the “mean size ± half-tolerance” format preferred by some measurement and workshop practices.
Thread Cutting Tools: Taps and Dies
QMSys Threads calculates the limit dimensions for thread cutting tools:
Thread cutting taps:
- Threaded portion dimensions: major diameter, pitch diameter, minor diameter (min/max)
- Thread angle and flank angle limits for tap threads
- Length of threaded portion
- Selection of tolerance class for the tap (e.g., H2, H3 limits for metric taps)
Thread forming taps:
- For cold-forming (thread rolling without chip removal)
- Threaded portion limit dimensions
- Material considerations for the threaded workpiece
Thread dies:
- External thread cutting tool dimensions
- Tolerance relationships between die and workpiece thread
Working Gauges: Plug and Ring Gauges
For quality control of threaded workpieces, QMSys calculates the complete specification for:
Thread plug gauges (Go and No-Go):
- Used for inspecting internal threads (threaded holes)
- Go gauge: tests the functional size — verifies the workpiece thread is not too tight
- No-Go gauge: tests the pitch diameter maximum — verifies the workpiece pitch diameter is within tolerance
- Major and pitch diameter limits for gauge threads
Thread ring gauges (Go and No-Go):
- Used for inspecting external threads (bolts, studs)
- Complete ring gauge thread dimensions per the applicable standard
Gauge wear allowance: QMSys applies the correct wear allowance per ISO 1502 and ANSI/ASME B1.2, ensuring that working gauge specifications account for allowable gauge wear over the calibration interval.
Setting and Checking Gauges
Beyond working gauges, QMSys covers the metrology infrastructure:
Setting plugs: Used to set and calibrate thread ring gauges — their dimensions are calculated from the reference thread standard
Master gauges and checking gauges: Calibration reference standards for verifying working gauges
Plain gauges: In addition to thread gauges, QMSys calculates plug and ring gauges for plain cylindrical workpieces per ISO 286 (Tolerances and Fits)
Tolerances and Fits for Linear Sizes
Beyond thread-specific calculations, QMSys includes a module for:
- ISO 286 tolerances and fits for plain cylindrical sizes (shafts and holes)
- Workpiece limit sizes for all standard tolerance grades (IT1 through IT18)
- Gauge limit sizes for plain cylindrical gauges
- Sizes up to 10,000 mm (metric) or 200 in. (inch)
- Non-standard tolerances and fits — QMSys can calculate gauge limits for workpieces with non-standard tolerance values not covered in ISO 286 tables
Three-Wire Pitch Diameter Measurement
One of QMSys Threads’ most technically valuable features is its comprehensive three-wire method module for measuring pitch diameter — the critical parameter for thread quality.
Why Three-Wire Measurement?
The pitch diameter of a thread cannot be measured directly with calipers or micrometers — the measurement over the crests gives the major diameter, not the pitch diameter. The three-wire method solves this by placing precision wires (or balls) of known diameter in the thread grooves and measuring the distance over the wires with a micrometer. From the measured value, the pitch diameter is calculated.
QMSys Calculation Support
QMSys Threads automates the complex calculations involved:
Supported measurement configurations:
- Three wires (standard method) — one wire on one flank, two wires on the opposite flank
- Two wires (for symmetric thread forms where feasible)
- Ball probes — spherical probing elements instead of cylindrical wires
- Perpendicular measurement
- Inclined measurement (for tapered threads)
Calculated outputs:
- Optimum wire/ball diameter for the selected thread
- Limits of the measured value (“M over wires”) corresponding to the thread pitch diameter tolerance — no manual calculation needed
- Correction factors for measuring force (compression of wires and workpiece material)
- Material-specific corrections for threaded workpiece material
Measuring force influence: QMSys accounts for the deformation at the contact point between wire and thread flank under measuring force — following the EA-10/10 Guidelines on pitch diameter measurement with wires.
Instrument interface: Measurements can be entered manually via keyboard or transferred automatically from any measuring instrument equipped with RS-232 serial or USB interface — eliminating transcription errors.
Gauge Calibration Management
Beyond calculation, QMSys Threads includes a calibration management module for the complete lifecycle management of thread and plain gauges in the metrology department:
Calibration Procedures
Before calibrating gauges, users define calibration procedures that specify:
- All metrological characteristics to be measured (gauge length, tolerance steps, thread and flank angles, pitch, lead, major/pitch/minor diameters)
- The measurement method for each characteristic
- The acceptance criteria (limits) for each characteristic — automatically populated from QMSys calculations
- The measurement uncertainty contribution
Instrument and Probe Catalogues
QMSys maintains internal catalogues of:
- Measuring instruments — type, resolution, measurement uncertainty, calibration due date
- Wire and ball probe sets — sizes available, uncertainty of wire diameter
These catalogues are referenced when setting up calibration procedures, ensuring the correct instruments and probes are specified.
Calibration Process
The calibration workflow guides the calibration technician through:
- Select the gauge to be calibrated and the applicable calibration procedure
- Enter measured values (manually or via instrument interface)
- QMSys compares measured values against acceptance limits
- Pass/Fail determination per characteristic
- Overall calibration status: calibrated within tolerance, adjusted, or rejected
- Automatic calculation of calibration result with measurement uncertainty consideration
Calibration Records and Scheduling
- Complete history of all calibration activities for each gauge
- Calibration due date tracking — automatic alerts before calibration is due
- Calibration certificate generation — report templates in standard or customizable formats
- Audit trail — who calibrated, when, with what instruments, and with what results
- Export to RTF, XLS, and TXT formats for integration with document management systems
Report Generation
QMSys Threads generates comprehensive reports for all calculation and calibration results:
Content includes:
- Thread designation and standard reference
- Workpiece nominal and limit sizes for all parameters
- Gauge specifications (working, setting, checking)
- Three-wire measurement limits
- Graphical representation of the thread profile and tolerance zone (as published in the standard)
- Calibration results with measurement uncertainties
Output formats: RTF (Word-compatible), XLS (Excel), TXT — all fully customizable templates that can be modified by the user to match corporate or customer document requirements. Company logos, headers, and footers can be incorporated.
Language support: QMSys is a multilingual application — reports can be generated in multiple languages, supporting international deployments and customer documentation in local languages.
QMSys Threads vs. Manual Standards Calculation
| Task | Manual (Standards Books) | QMSys Threads |
|---|---|---|
| Look up thread profile | 5–15 min per thread type | Seconds |
| Calculate gauge limits | 30–60 min, error-prone | Automatic |
| Three-wire calculation | 20–30 min calculation | Automatic with instrument input |
| Gauge coat correction | Manual interpolation | Automatic |
| Calibration documentation | Manual record keeping | Built-in database and reports |
| Non-standard thread | Very difficult, multi-book | Configurable within software |
| Report generation | Manual formatting | Template-based automatic |
| Risk of error | High | Minimal (standard-based) |
For a machinist or metrologist who handles multiple thread types per day, QMSys eliminates the need to maintain a library of standards books (ISO 965, ANSI B1.1, ANSI B1.2, DIN 13, DIN 103, API 5B, etc.) and eliminates the calculation errors that come from manual lookup and interpolation.
Licensing and Trial
30-day full trial: A free 30-day evaluation is available. Users download the software and request an unlock key via email — the full version with all features is unlocked for the evaluation period. The trial key can be shared within the organization for broader evaluation.
Feature-limited demo: An alternative demo mode is available with restricted nominal sizes — useful for testing the interface without the trial period commitment.
License types: QMSys offers perpetual licenses. The software is sold by Qualisyst Ltd. directly.
System Requirements
| Component | Requirement |
|---|---|
| OS | Windows 7, 8, 10, 11 |
| RAM | 512 MB minimum |
| Storage | 50 MB installation |
| Display | 1024 × 768 minimum |
| Interface | RS-232 or USB for instrument data transfer |
Frequently Asked Questions
Can QMSys calculate gauges for non-standard thread sizes not listed in standard tables? Yes. QMSys can calculate working and checking gauge dimensions for any thread size within the applicable standard’s scope, including sizes not explicitly listed in standard tables (up to 1000 mm / 40 in.). For completely non-standard thread profiles, Qualisyst can develop customer-specific thread types upon request.
Does QMSys account for gauge plating/coating in its calculations? Yes. The software includes automatic correction for gauge plating (e.g., hard chrome plating on gauges) — the coating thickness is subtracted from the appropriate gauge dimensions to ensure the plated gauge meets the required thread tolerance when measured before plating.
Can measurement data be imported directly from measuring instruments? Yes. QMSys supports automatic data transfer from measuring instruments via RS-232 serial and USB interfaces — measurements appear directly in the software without manual keyboard entry.
What is the difference between working gauges, setting gauges, and checking gauges? Working gauges (Go/No-Go) are used for production inspection of workpieces. Setting gauges (setting plugs) are used to set and adjust thread ring gauges to the correct dimension. Checking gauges are master gauges used to verify the condition of working gauges during calibration. QMSys calculates all three types.
Does QMSys support both metric and inch measurement units? Yes. QMSys is a multilingual, dual-unit software — it supports both metric (mm) and imperial (inches) systems, and can handle metric threads with inch-system gauges and vice versa where standards permit.
Summary
QMSys Threads is the professional thread engineer’s desktop reference — combining the calculation power of a complete standards library with the organization of a calibration management system in a single Windows application. For manufacturing plants, metrology labs, tool makers, and quality departments that work daily with threaded products, QMSys eliminates the costly, error-prone process of manual standards lookup and gauge calculation while creating a documented, auditable calibration record for all thread and plain gauges.
For licensing assistance or questions about QMSys Threads, contact our team via Telegram: t.me/DoCrackMe
Related articles: Thread Gauge Selection Guide — Working, Setting and Checking Gauges Explained | Three-Wire Pitch Diameter Measurement — Method and Calculation Guide | ISO 965 vs ANSI B1.1 — Metric and Unified Thread Tolerance Comparison